Band saw blade
Bandsaws for wood and metal are widely used in the production and living conditions by home craftsmen. The main cutting tool of these units is a band saw, which wears out over time and requires sharpening or replacing with a new one. You should know that not only the quality of the material processing, but also the productivity of the unit as a whole depends on the correct choice of the blade for the band-cutting machine.
Content
Choosing a blade for metal band saws
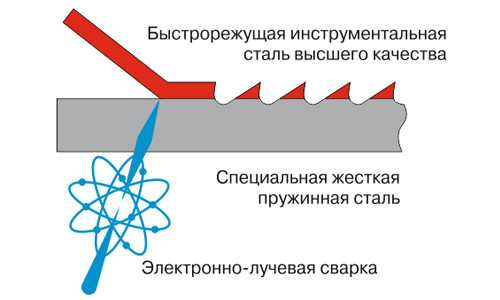
The cutting blade for this type of saw is a tape with a certain number of teeth, welded in the form of a ring. The basis of the tape is made of spring steel, which has high rates of elasticity.A tape made of high-speed steel is welded to the base on which milling of the teeth takes place.
Each band saw for metal and not only has a label. For example, the marking M42 20 x 0.9 x 2362, 8 / 12TPI, stands for as follows:
- M42 - the material from which the tape teeth are made;
- 20 - this value indicates the width of the web, mm;
- 0.9 - tooling thickness, mm;
- 2362 - length of a circle of a saw tape, mm;
- 8 / 12TPI - tooth pitch on the saw band, per inch.
Cutters can be made from other materialsFor example, from M51, PQ, TSX and others. M42 has a high wear resistance and has an edge hardness of 67–68 HRC. Therefore, saws of such material can be used for cutting steel with a hardness of not more than 45 HRC. M51 saw blades are more resistant to abrasive wear than those mentioned above. The hardness of the edges of the incisors of these saws is already equal to 68 HRC, thanks to which this snap cut stainless steels, as well as steel, characterized by high strength and heat resistance. In addition, the material saw M 51 allows you to cut thick steel billets, that is, parts with a large cross-section.
When making the choice of band saw, special attention should be paid not only to the material from which the cutters are made, but also to their step,and also - geometry.
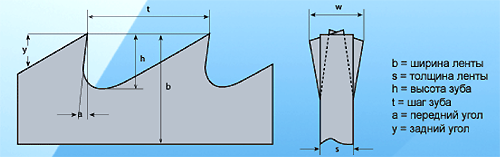
Tooth pitch
This is the distance between the edges of two adjacent incisors.
A big step loads the engine of the unit more strongly and gives a bad cut quality. The small pitch of the incisors leads to longer sawing, increases energy costs, but gives clean cut with a smooth surface.
For cutting sheet material, pipes (thin-walled) and a profile, you should choose a blade with a minimum spacing between cutting elements (by 1 inch). But if you want to cut a large billet solid metal, you want to install the blade with the greatest pitch of incisors. The smaller the teeth (per inch) will have the rigging, the deeper the groove they will form. Due to this, the cut is less clogged with chips. Also, a large tooth pitch on the tooling improves the performance of the unit.
Tooth height
The height of the tool is the distance from the lowest point of the cavity between the teeth to the top of the cutting element. Due to the presence of a hollow chips are removedformed when cutting metal. The height of the tooth should be sufficient so that the cavity does not get clogged with chips, and the cutting process takes place without difficulty.In addition, the insufficient height of the teeth causes overheating of the blade, as a result of which microcracks can occur on it.
Front tooth angle
The rake angle or the angle of sharpening is responsible for the degree of engagement of the web for the material of the workpiece. Large sharpening angle will not allow to achieve high precision when cutting metal. At the same time, a small angle allows you to ensure good quality cut, but it reduces the performance of the tool.
Choosing a blade for band saws on wood
First of all, in order to choose the right blade for the band saw, you should look into instructions for your machine. It will show all the parameters of band saws that can be set on this model of equipment (maximum and minimum width of the tape, as well as its length). The length of the canvas must be exactly as specified in the passport to the unit.
Snap width
The belt width is selected based on the operations that will be performed on the machine. Also the width of the tape limits not only the width of the pulley, but also its diameter. With a small pulley diameter, the wide tape mounted on it will break and eventually burst. Therefore, for each unit there is a limit on the width of the snap.
For straight cut usually use saws with a width of 20 to 30 mm. Of course, on a circular machine, you can make a longitudinal cut faster and more accurately. But there is a height restriction on it, which equals no more than 80 mm. On band saw machines, it is possible to process workpieces up to 200 mm high and more.
But the main task of tape aggregates is figured cut. The smallest tooling that can be mounted on a band saw is a 3 mm wide ribbon. It cuts a circle with the same radius.
The greater the width of the tape, the greater the minimum radius that can be cut with it. For example, a tape with a width of 12 mm cut radius less than 60 mm will not work. And for a tape width of 25 mm, the minimum radius will be about 100 mm.
On average, the width of the blade should be three times smaller than the required cutting radius on the workpiece. Therefore, the equipment is selected in accordance with the tasks.
Tooth pitch
Indicated by a number indicating the number of incisors per inch. The numerical value of the step is put before abbreviation TPI. When choosing a step should be considered:
- what is the thickness of the workpiece;
- what is the hardness of the workpiece material;
- what you want to get the clean edge of the part after cutting.
In order to effectively cut plastic and cut wood, the tape must have at least three cutters per inch. The more incisors will be one inch, the better the cut will be. But this will reduce the feed rate and decrease the limiting value of the thickness of the workpiece.
By the pitch of the teeth, the blades are divided into two types: “skip” and “regular”. Type of cloths “skip” has a pitch of 3 to 6 TPI. Between the teeth there is space for effective removal of sawdust, since their poor removal reduces the quality of the cut. Type of canvases “regular” has teeth, shaped like a triangle. They are placed on the equipment in increments of 10 TPI and above. This type of teeth does not have enough space to quickly remove chips. Due to the greater number of cutting elements, cutting such a web is quite clean. The tooling can be used for sawing blanks of small thickness and from hard materials.
These types of paintings have the following characteristics.
- 3 TPI “skip”. The canvas is used for rough sawing of wood having thicker. Snap produce sawing along the fibers. To improve the cutting quality at least a little, you can stretch the tape to the maximum on the machine and reduce the feed rate.

- 4 TPI “skip”. It is a universal tooling for sawing along the fibers. This type of blade can be sawn into most wood species, including blanks with lots of knots. If it is good to pull the saw and reduce the feed, then the quality of the cut will be close to the finish.

- 6 TPI “skip”. This is a snap general purpose. She saws blanks up to 50 mm thick (along the fibers) and wood across the fibers up to 150 mm thick. These numbers are indicated for sawing materials with a normal feed them to the saw. If the feed is reduced, it is possible to process parts of greater thickness. This saw gives a finishing cut quality and is suitable for almost all types of wood.

- 10 TPI “regular”. The blades are used for sawing sheet materials (chipboard, plywood, MDF, etc.), for cutting non-ferrous metals and plastic. But when processing metal blanks, it is required to reduce the speed of movement of the tooling. Not all machines have such an opportunity.

- 14 TPI “regular”. You can cut plywood, MDF, chipboard and plastic. As for natural wood, its thickness should be no more than 25 mm. The cleanest cut of this web is obtained with minimum feed rate. Also, this tool can cut soft metals at low tape speeds.

Cutter shape
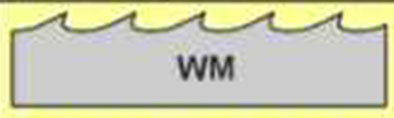
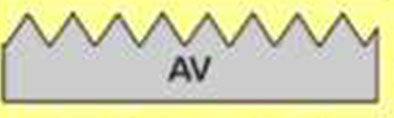
Belt blades can have the following tooth profiles.
- WM. The rig, which has this cutter profile, is designed for sawing soft and hard woods and is universal. The profile is used on saws with a width of no more than 50 mm.
- AV. Teeth profile allowed to handle with hardwoodincluding frozen. Also, such saws can produce transverse cutting of the material.
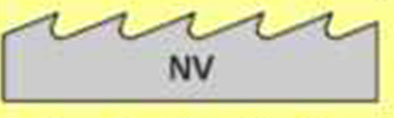
- NV. It is applied on tapes up to 30 mm wide, which can be used for figure cutting any wood species.
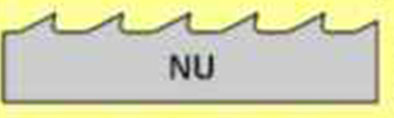
- Nu. Profile has a large hollow. Used for sawing soft woods.
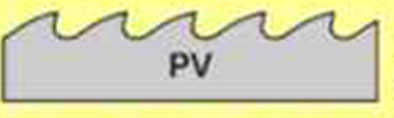
- PV. This profile is used on a tool width over 50 mm. Thanks to the PV profile, the saws have good stability when sawing softwood.
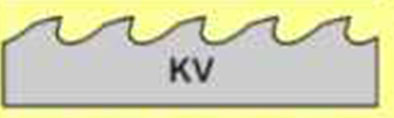
- KV. Use on wide tapes (up to 80 mm) for sawing soft wood.
- PU. Used for sawing solid wood on tapes more than 80 mm wide.
Toothed
The teeth on the saws are divorced in order to reduce the friction of the blade on the workpiece and to prevent its jamming. The cutting width should exceed the thickness of the equipment by approximately 30-60%.
The layout of the incisors can be of three types.
- Classic layout. Teeth saw bent in different directions alternately and to the same distance.
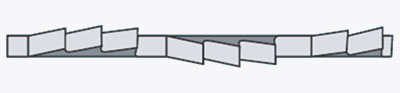
- Stripping layout.
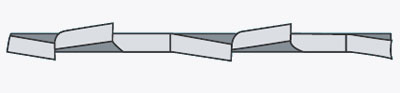
Every two teeth, the next (third) one does not bend down and has the shape of a trapezium. The cutter is located in the center of the tooling and sets the direction for the entire band saw. This layout is used for saws working on hard materials.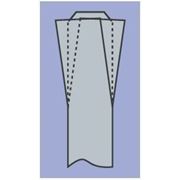
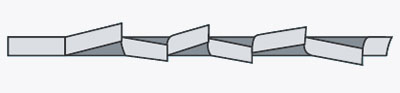
- Wave layout considered the most difficult. The incisors bend in the shape of a wave in different directions.
It is important to know that, while making the layout of the teeth, not all the tool is bent, but its part: from 1/3 to 2/3 of the distance from the top of the tooth. Each tool manufacturer recommends its own tooth deflection to the side. But on average it is in the range of 0.3 to 0.7 mm.
The softer the material, the stronger the saw should be bred and vice versa. But it is impossible to allow such a wiring of incisors so that in the center of the cut there should be not cut sections. Care should be taken that the teeth deviate to the side. the same distance. If the wiring is uneven, then the band saw will move to the side where the teeth have a stronger inclination.
Sharpening band saws
Of course, it is better to sharpen a band saw on a special machine, in specialized workshops. Yes, and professional sharpening saws cheap. But if for any reason you do not have the ability to carry a sharpening saw, then the tool can be edited independently.
Sharpening band saws produced by small file or file on the front and rear edges of the incisor with several movements (3-4) for each tooth.

Also band saw can sharpen using engraverusing a tool designed for sharpening chainsaws.


The equipment is inserted into the engraver, and the incisor is sharpened with gentle movements on the upper part of the incisor.

It is not necessary to take a strong metal, just lighten it.
You can also try to sharpen and metal saws. But usually they are not sharpened, since the cutting part of these saw bands is either bimetal or has a quenching zone. The teeth on such tapes work until they crumble and may have microcracks.If they are reground, they will begin to crumble faster or they will begin to cut even worse.
/rating_off.png)











